



愛銳精密科技(大連)有限公司提供日本小平制作所,YOSHIMITSU SEIKI的精密流掛性試驗儀
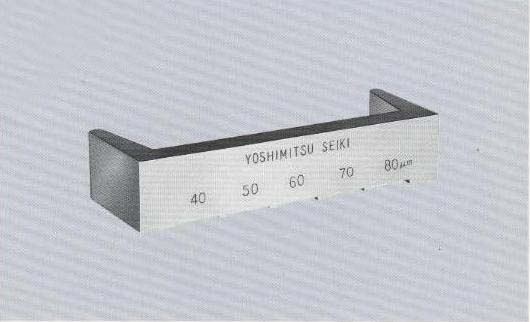
產品的間隙規格尺寸
75μm 100μm 125μm 150μm 175μm 50μm 100μm 150μm 200μm 250μm 100μm 200μm 300μm 400μm 500μm
材質:SUS303
涂布厚(間隙大小)可以根據客戶要求訂制
流掛產生原因
1.施工不當,噴槍距離與被涂物面太近。
2.走槍速度太慢,一次噴涂過厚等。
3.油漆施工的粘度偏低。
4.施工環境溫度低,油漆干燥時間慢。
5.采用濕碰濕工藝噴涂時,間隔時間太短。
6.噴涂壓力低于工藝范圍,而噴槍口徑過大。
(1)稀釋劑過量,使粘度低于正常施工要求,漆料不能附在物體表面下墜流淌。
(2)施工場所溫度太低,涂料干燥速度過慢,而且在成膜中流動性又較大。
(3)選用的漆刷太大、毛太長、太軟或刷油時蘸油太多,刷漆太多,使漆面厚薄不一,較厚處就要流淌
(4)刷涂面凸凹不平或物體的棱角、轉角、線角的凹槽處,容易造成刷涂不均、厚薄不一,
(5)被刷涂表面不潔,有油、水等污物,刷涂后不能很好地附著而流淌。
2 預防措施
1.采用正確的噴涂方法,將噴槍調節適當。
2.稀釋油漆時盡量按混合比例進行,使施工粘度在工藝范圍內。
3.在氣溫較低的冬季施工時,盡量提高噴漆室的溫度,保證在10℃以上至室溫的范圍。
4.濕碰濕工藝施工時,保證有足夠的間隔時間。
5.噴槍壓力與口徑應能滿足工藝的要求。
3 修補方法
1.發生在素色單工序面漆層或清漆層時,等漆膜完全硬化之后,用P1200或P1500砂紙打磨,
2.底色漆層流掛時,磨平流掛漆膜后重新噴涂。
3、對策。 (1)選用優良的油漆材料和適量的稀釋劑。 (2)施工環境溫度和濕度適宜。 (3)選用的漆刷、刷毛要有彈性,根粗而梢細,鬃厚而口齊。油刷蘸油應少蘸勤蘸。 (4)在施工中應盡量使基層平整,磨去棱角。刷涂時,用力刷勻,先豎刷,后橫刷,不要橫涂亂抹 (5)應選擇涂料的配套稀釋劑。 (6)徹底清理干凈被涂表面的磨屑、油、水等雜物。 (7)當漆膜未完全干燥,在一個邊或一個面部分油漆有流墜時,可用鏟刀將多余的油漆鏟除
4 汽車涂裝流掛
流掛是汽車涂裝生產過程經常遇見的漆膜質量問題,造成流掛的因素眾多:油漆特性、施工環境、人員技能、噴涂設備及工藝參數等密切相關。 解決方法 1、正確選擇溶劑,降低慢溶劑含量,注意溶劑的溶解能力和揮發速度,還可以通過與含慢溶劑少的新涂料摻和使用來補救流掛缺陷。 2、體改噴涂操作的熟練程度,噴涂均勻,一次不宜噴涂過厚。在噴涂時施工參數可以通過增加空氣壓力、增加噴槍和工件的距離、增加二層涂層間的閃蒸時間、降低涂料流動速度、用較小的噴嘴、提高旋杯速度、提高涂料霧化程度、降低涂料漆霧霧滴的大小等方法來控制。 3、嚴格控制涂料的施工粘度;加強換氣,施工現場的環境溫度保持在15℃以上,嚴格控制涂料的施工及調漆環境溫度。 4、調整配方,正確使用助劑,增加防流掛劑的用量。 流平性、表面張力、殘留溶劑的揮發速率和殘留溶劑的溶解能力都是由配方決定的涂料特性。然而,殘留溶劑的比例僅由配方影響到某一種程度,很大程度取決于霧化過程。
5 檢測規定
國家標準GB/T9264-88《漆流掛性的測定》檢驗方法,采用流掛試驗儀對色漆的流掛性進行測定,以垂直放置、不流到下一個厚度條膜的涂膜厚度為不流掛的數值,厚度數值越大說明越不容易產生流掛。
6 避免措施
超細硫酸鋇需要的基料量較低,可作為流變控制劑,能增加涂料的固體份,一定程度上降低VOC和防止涂料的流掛。這種超細硫酸鋇已經用于木器涂料和汽車涂料中。
KEYWORDS: 小平制作所,YOSHIMITSU SEIKI,, 流掛性試驗儀,SAG TESTER, 流掛實驗,



